

桂林铧山绳锯有限公司
电话:0773-8990897(传真)
手机:157177382762.2金刚石串珠绳的制作工艺
(1)金刚石串珠
从金刚石串珠绳发明到现在,对串珠制作工艺的改进从未停止过。目前金刚石串珠制造工艺还是以电镀法和热压烧结法为主,且后者占主导地位。尽管台湾有学者利用钎焊方法成功地制造出钎焊金刚石串珠,但目前尚未实现大规模工程应用。图为分别采用这三种工艺制备的金刚石串珠样品。烧结型串珠具有较高的耐磨性。通过调整胎体中各金属成份比例或选用不同品级、粒度、浓度的金刚石磨料可以实现胎体磨耗速度和金刚石磨料磨损速度的调控,从而制造出具有不同的出刃高度和空间的串珠,以适应不同材质的切割。与热压烧结串珠相比,电镀金刚石串珠制作工艺相对简单,而且更有利于串珠小直径化。由于金刚石镀层较薄,胎体耐磨性较差,其镀覆金属对金刚石磨粒的把持力有限,金刚石磨粒易提前脱落,故总体性能不如烧结型串珠,不适合切割花岗石,目前主要用于大理石等较软材质的切割。
(2)隔离套
隔离套用于定距隔离和固定相邻串珠。目前工程中常用的隔离套有三种。弹簧垫圈式是最早使用的隔离套形式。由于弹簧垫圈式隔离套在加工时磨屑很容易从串珠、弹簧、垫圈之间的间隙进入并在绳锯弯曲运动作用下对钢丝绳进行磨蚀,从而造成串珠绳断绳失效。尤其在加工含石英成份较高的花岗石时,由于石英硬度高,对钢丝绳磨蚀性相当严重,因此这种隔离套适用于较软材质的切割。目前已较少采用。为了适应高硬度材质切割的需要,发展了注塑式和注胶式隔离套。注塑、注胶式的隔离套是以耐磨塑料、橡胶充当串珠间的隔离垫。串珠与钢丝绳之间完全被塑料、橡胶所充填,从而避免了磨屑进入串珠与钢丝绳间而磨蚀钢丝绳。正是它的出现,使得串珠绳锯的应用范围拓展到花岗石类高硬度材料的切割加工。其中,注塑式应用最广,而以压注橡胶为隔离套的串珠绳锯则主要用于摄氏零度以下、比较寒冷地区的石材矿区,这是因为橡胶的低温性能比塑料好,在低温下仍能保持较好的柔韧性和强度,不致脆裂。
(3)钢丝绳
由于串珠是定距固定在钢丝绳上并在其带动下行切割的,故钢丝绳可视为串珠绳的“脊粱”。串珠绳锯在使用过程中,钢丝绳经常会因疲劳磨损、磨屑磨蚀、化学腐蚀等原因而出现断绳现象,特别是当加工面积达到一定量时,断绳现象更为频繁。断绳不仅影响生产,而且还带来甩珠伤人等不安全隐患,因此钢丝绳的性能对串珠绳使用至关重要。除了钢丝本身性能外,钢丝绳的寿命还与加工过程中的预紧拉力、各导轮最小曲率、加工过程中串珠的轴向载荷以及冲击载荷等因素有关,故应选用专业钢丝绳生产企业的产品,且使用时应参考钢丝绳的相关说明。
3 绳锯加工石材的一般过程
实际工作中,用串珠绳所锯切的石材多种多样,锯切的条件有很大的不同,在矿山开采、异形石材加工和建筑物拆除等使用中,其锯切过程很难进行类比,本文仅就串珠绳锯切一般荒料这一典型加工过程来分析串珠绳锯切石材时锯切曲线的变化和有关规律。
3.1由尖趋平
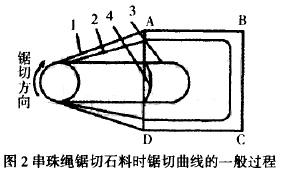
串珠绳切割机理和过程是非常复杂的,为了方便说明,对串珠绳作如下假定:在其径向方面是完全的柔软,即不承担任何弯曲应力;在轴心方向上完全的刚性,不能有任何的拉伸变形。在这一条件下,串珠绳最初的锯切曲线与被锯石材方料的表面完全重合,如图2中的第一条曲线,包括AB,BC,CD三部分线段组成。此时AB,BC,CD的内部由于半径R值趋向于无穷大,所受锯切力为零,磨损速度为零。锯切实际上只在A,B,C,D四个点进行,使得四个角上的尖刃很快被磨平,并向相邻部分扩展,最后,弧AB,BC,CD变成一条平滑的曲线,如图2中的曲线2。这一过程可称为“由尖趋平”。
3.2由平趋圆
串珠绳加工石材,其锯切曲线的变化基本上是一个由方趋圆的过程。在曲线2中,尖角虽然被磨平,但整条锯切曲线的曲率半径相差仍然非常大,原先四个角的位置及附近,R值比其它地方小得多,其锯切速度将远远快于其它部位,于是使这些部位的曲率半径逐步增大,而远离这些部位的部分R值相应变小,及至整条磨损曲线各部分的曲率半径和磨损速度达成某种均衡,如图2中的曲线3。这时磨损曲线的顶端近似于圆弧状,故称这一过程为“由平趋圆”。这一过程在石材方料的锯切中可能要花很长的时间,由于锯切初始条件的不一样,也可能无法形成曲线3那样的稳定状态。在这一锯切过程中,A,B两点的曲率不断减少,最后减为零曲率而停止锯切,这时弧AB,弧DC与不参加锯切的松边、紧边组成两条直线。在B,C两处,较大的锯切速度使其曲率半径不断增大,弧BC锯切速度渐趋均衡,最后接近于半圆形,而线AB,DC成为弧BC的切线,切点分别为B,C。在锯切曲线由平趋圆的过程中,其所对应的圆心角越来越小,由最初的大于1800逐步下降,当锯切曲线的侧面AB,DC段锯切速度逐渐变慢并最后成为直线而停止锯切,其对应的圆心角为180℃。此时串珠绳的实际锯切曲线仅限于切点上的圆弧BC部分,锯切曲线的实际长度显著缩短。
3.3稳定锯切
曲线3是一种非常有意思的稳定锯切状态,它顶端接近于半圆弧,而在B,C两点的切线与松边、紧边重合成直线,这两条直线的距离跟主动轮的直径d一致此时,整个系统在纵向(即AD方向)上停止了锯切,在横向上,各点的锯切速度相等,从而保持了锯切曲线形状的稳定。在串珠绳锯切石材的整个过程中,锯切曲线的形状在大多数阶段处于调整变化之中,锯切曲线的内部因锯切速度的不同而不断调移其曲率,而边界条件的变化又对锯切曲线进行着影响,只有在曲线3这一情况下,种种因素达到了平衡而保持了形状的稳定。
串珠绳锯切曲线的顶端的形状接近于圆形,因锯切力所引起的串珠绳张力在松边小而在紧边大,张力的不同,势必导致串珠绳对石料压力的不同,压力大的紧边的锯切速度快于松边,使得其曲率进一步减少而略小于圆弧;与之相反,松边的曲率将略大于圆弧。以此保持整条锯切曲线的平衡。同时,紧边由于张力的增大,弧线前移,使切点C更加靠近D点,而B点的情况相反,使得AB线段的长度大于DC0稳定锯切阶段锯切曲线的实际锯切曲线的长度和形状都保持不变,因而曲线受力情况稳定,不用调节系统的初始张力等参数,是一种较为理想的锯切状态。
3.4残余锯切
稳定锯切的后段,切点B,C逐渐向边缘A,D靠近,当紧边上C点首先跟D点重合时,曲线的边缘条件将发生改变,曲线3的平衡被打破,锯切进人残余锯切阶段。在这一阶段,锯切曲线所对应的圆心角从原来的1800持续减少,锯切曲线的长度被快速缩短,单位长度上串珠绳的压力增大,必须及时调整系统的初始张力,以免串珠或金刚石因为过大的压力而被破坏。
4 绳锯切割用于石材荒料开采
4.1石材荒料开采前的准备
金刚石串珠绳的使用,需要一定的条件,一般在露天矿开采,必须有电源、水源和公路,同时具备起重设备、运输工具、较大场地,矿层厚度至少有500mm及较完整的形状等条件。采用金刚石串珠绳开采石材要经过一系列的准备工作。
(1)打孔
打孔是一项关键的准备工作,若孔打不好,直接影响串珠绳的穿通,影响绳的使用寿命及切割效率,所以打孔这一工序特别重要。
欲切割一大块荒料、必须打好三个孔,即一个竖直孔和两个水平孔。三孔相交于一点(如图3),这是最理想的打法,如果三孔不交于一点,那么会出现以下情况:a.金刚石串珠绳的穿孔比较麻烦,甚至不能穿,那么就要重新打孔,这样降低了生产效率。b.即使穿通了,切割时会对串珠绳的寿命有影响,因为绳在孔中经过多次转弯曲折的路线,对绳的磨损更历害,这样就降低了串珠绳的使用寿命,因此打孔必须根据实际情况,按操作规程进行。
